252. Of all the tools and machinery employed by the watchmaker, the lathe is the most important. Very poor work is often turned out by those possessing a first-class lathe, but there are very few persons who can turn out good, true work, from a poor, cheap lathe, and if it is untrue it is utterly impossible to turn out good work. Wonders can be accomplished by the ingenious mechanic who thoroughly understands the capabilities of the lathe. By patient skill of manipulation, the Chinese and Japanese turn out some truly wonderful work; they succeed in turning sphere after sphere, one inside the other, from a solid piece of ivory, the opening from one to another being comparatively small.
The earliest form of the lathe in the trade was the dead center: that is, a lathe whose parts did not revolve, the object to be operated on being placed between centers and made to revolve by means of the bow. This form of lathe was succeeded by the live spindle or live mandril pattern, although there were many good points about it that must be acknowledged. It contained one great element that many modern appliances, termed lathes, lack, i.e., the element of truth. No matter how coarsely or crudely constructed, this truth was not eliminated, except by the ignorance of the artisan, for the centers must remain the same relatively, whatever may be their position in relation to the lathe bed.
With the introduction of the live spindle lathe in this country, the verge, Jacot and other lathes and tools of that type were rapidly abandoned. In Europe, however, the live spindle lathe did not meet with such a cordial reception, and it has taken many years, in some localities, to overcome the prejudice against them; in fact, there are still many workmen there who cling to the dead center patterns.
The all-important point in lathes of the live spindle type is accuracy of fitting, and particularly in regard to the spindle and its bearings, for unless a certain degree of perfection is attainable in this particular, it is worse than useless, as it not only does not do the work, but leads the artisan astray. The workman, sometimes, through motives of economy, purchases foreign made lathes, that closely resemble the American in outline and finish. These lathes, as a usual thing, are not accurate, and in the greater majority of cases the chucks which accompany them are worse that nothing, and yet these lathes, in nearly all cases, are declared to be as good as the American. There are some foreign lathes that are very carefully made, and are quite as true as the best American, but they are the exception and not the rule. The workman who buys one of these lathes connot, of course, tell whether it is right or wrong until he has placed it on his bench and tested it, and even then he cannot be sure, for although when a certain chuck is placed in the spindle and tested it may apparently show no deviation from truth, there may still be untruth in the spindle or chuck or both, as the errors in one may be counteracting the errors in the other, and if the chuck be turned or an absolutely true chuck placed in the spindle, the error will be made quite apparent. If an American lathe, by any possibility, is allowed to pass the inspector, and finds its way upon the market, the maker is only too glad to replace it with a perfect one, for his reputation is at stake; but if one of the imitation pattern proves untrue you will have to do the best you can.
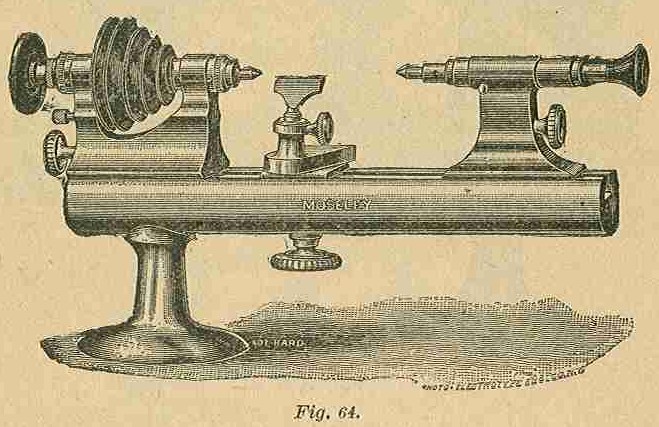
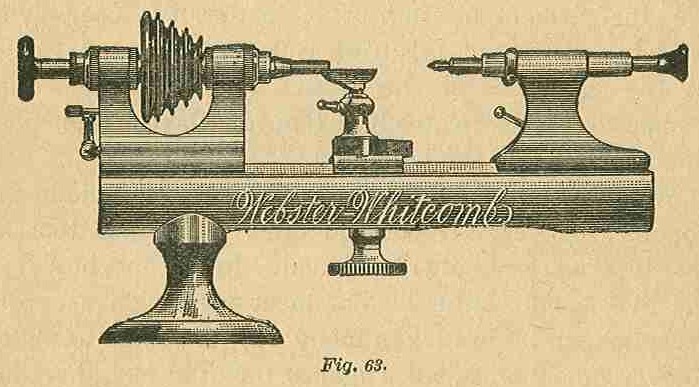
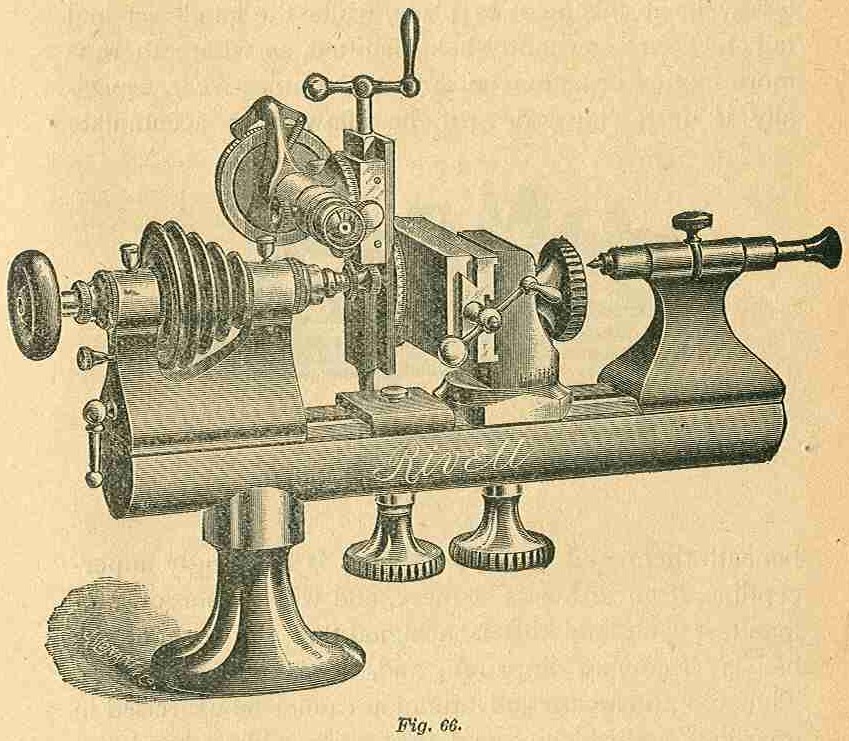
There are american made lathes upon the market that are as inferior in many respects as the imitations, and the watchmaker will do well to do without a lathe until such time as he can afford to purchase one of known reputation. Among the first-class American lathes upon the market may be mentioned the Webster-Whitcomb, shown in Fig. 63; the Moseley, shown in Fig. 64; the Hopkins, shown in Fig. 65, and the Rivett, shown in Fig. 66, and others.
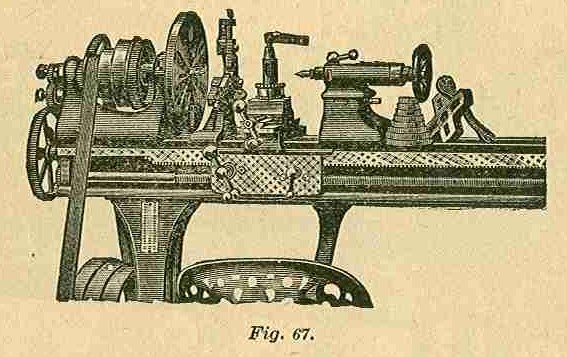
An excellent lathe for the heavier work of watchmakers and jewelers, such as cannot be performed with satisfaction on the wathcmaker's lathe, is the No 4 Barnes, which is shown in Fig. 67.
For screw cutting, the manufacture of watchmaker's tools, fishing reels, repairs on tower clocks, in fact, all the heavier work of the trade, it is admirably fitted.

253. Care of the Lathe. The American lathe of today is a marvel of completeness in its parts, and how many hours, yea months, of study and experiment have been bestowed upon it by its projectors and makers to acquire these points of utility and excellency? What a vast amount of care has been exercised for the production of a perfect lathe! Must this care cease at the moment it passes into the hands of the watchmaker?
It is a very easy matter at any time to wipe off the dust and oil that may accumulate, but does this alone constitute due care? There may be a nice glass case to cover it and keep off the dust, and a very good idea it is, if faithfully used; but if a counter shaft is on the bench, or much lathe work is to be done, it soon falls into blissful desuetude, or finishes its usefulness by being broken. Then, often, a cloth is wrapped about the lathe, which soon gets soiled and looks badly, let alone the poor protection it affords.
Dust is omnipresent, and the greatest enemy to all active machinery; it insidiously makes its way into every crease and crevice, and if not promptly removed will cause untold damage. We cannot get rid of it and must (like the industrious housewife) wage a constant warfare against it.
The care necessary to be given to a fine lathe differs from most other tools; it is not confined alone to the removal of dust and keeping clean, but the fitting properly of the several parts as used. There should be no overstraining when tightening screws, chucks, etc., or when fitting articles in both wire and wheel chucks, and so on through the list.
The face of the lathe bed when it comes from the makers is (or should be) perfectly true from end to end, in order that head and tail stocks will meet on a direct line of centers, even should they be changed end for end, and a good lathe will meet those requirements. Now, it is obvious to any thinking mind that if this face becomes injured by neglect, whereby the nickeling is removed in spots or portions, they will, in all probability, become rusty; this rust will then eat away and throw off more, and soon the face presents an uneven surface, which will tend to destroy the line of centers between head and tail stocks.
The head stock, usually occupying one position, causes less wear at this point or place, while the hand-rest and tail stock are constantly being shifted, so where there is more motion or action there must be more wear, especially if dust, chips, or grit be allowed to accumulate beneath them, and though the wear is seemingly imperceptible, it nevertheless is there, and will sooner or later manifest itself, and this is a signal that the level of the bed is becoming impaired, and, necessarily, the truth. Thus too much care and attention cannot be exercised in guarding against chips and dust when sliding hand-rest back and forth on the bed.
At the end of the bed, where the tail stock takes position, many watchmakers have the tail stock off, and this portion is more exposed to atmospheric action, also receiving perspiration from the hands when they come in contact. Again, others let the tail stock remain in position, only removing when it comes in the way. In the former case, it is well to devise some means for the protection of the bed; this is easily done by making a sheath of chamois skin to slip tightly over the bed; it can be removed and replaced readily, and when it becomes soiled, can be washed.
This sheath should be fully two-thirds the length of bed, or reaching from tail end up to hand-rest when it is close to head stock. It preserves the bed from dampness, which is considerable in some climates, also the perspiration of the hand and flying chips and dust. In the second case, if the tail stock is allowed to remain on the lathe, or, if removed and placed on the bench, it is subjected to all the evils the bed is in the former. Our opinion is, the tail stock should be kept in its compartment in a tight-fitting drawer, away from dust and accidental knocks of other tools on the bench; the tail spindle not being nickeled, is more liable to rust if left exposed, and should be kept in a sheath of oiled paper. This may seem superfluous and too much bother yet it is taking proper care which tells in the end.
The bottom of tail stock should always be brushed off before placing in position, not only for its protection, but for fear some particle of grit may be adhering, thereby throwing it out of truth, and screwing it down tight only adds injury to the lathe if allowed to remain.
The head stock demands close attention; the spindle should run freely without end shake, and about once a week should be speeded, meanwhile administering oil until it leaves the bearing clean, and then wiped off. A little oil should be added every day. See that the mouth of the spindle is kept bright and clean; thrust a piece of cloth clear through spindle every now and then, that all dust and dirt may be removed.
Wire and wheel chucks should often be washed in gasoline to remove gummy dirt and oil which is constantly adhering, and it is even well each time a chuck is used, to wash off first, then wipe dry. A little dirt on the mouth of spindle, or on the chuck, often throws it out of truth, and consequently the article fastened therein also.
When fitting head or tail stocks, or in fact any attachment, do so carefully. Do not bang it in place as if you held a grudge against it, and when in position see that they are tightly screwed in place.
Having to much end shake on live spindle, especially in soft lathes, causes uneven wear in its bearings, besides not being reliable for true pivoting or any such work.
When the cost of a lathe is taken into consideration, it goes to prove that it is not easily replaced. Where is the jeweler with a stock of goods who would retire without first seeing that his valuables were in the safe, but how many are there that think of giving this protection to their lathes? Some do, but the greater per cent do not. It is a good plan to see that the head stock, the tail stock, and attachments are in the safe and should a fire break out that endangers the store, and no chance to save it, the feeling of satisfaction is great to know the lathe is safe, that is, the most expensive parts, for the bed can be purchased at a nominal cost compared to the attachments.
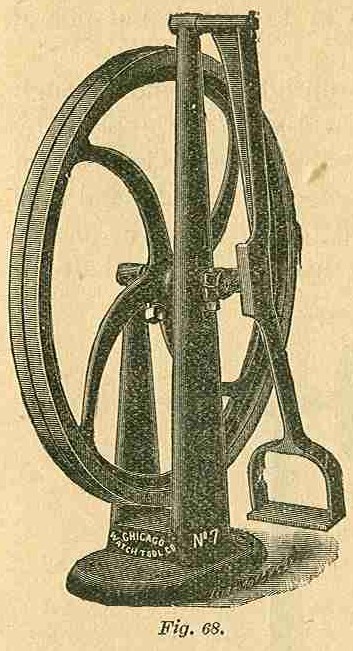
254. In the selection of a foot wheel the workman must be governed by his own experience and taste, for the variety that exactly suits one person is very distasteful to another. The swing treadle pattern shown in Fig. 68 is a very popular one with American workmen. These swing treadles are made in various ways by the different manufacturers, but the methods of using them are alike. There are workman, however, who prefer the heel and toe motion and others that prefer the up and down motion. This is all a matter of taste and it matters but little what form of lathe wheel is used provided the motion is steady and the exertion is light. As a general rule a heavy wheel, say forty pounds in weight, will be found, on the whole, much better that a light one and the motion will be more uniform.
255. Driving Bands and Belts. Most foot wheels are so constructed that either a flat or round belt may be used in transmitting the power to the countershaft or lathe, as the case may be. Many watchmakers use a flat belt between foot wheel and countershaft and a round leather belt, or cord, between countershaft and lathe. If we may judge by appearances, this is the favorite fitting. Others use round leather belts in both instances, while others again use cotton or hemp cord or gut. All things considered, the round leather belt seems to possess advantages over all others. It does not slip as easily at cotton cord, is more elastic than gut and throws less strain on the bearings, absorbs less power and works much smoother. The ends are fastened together by means of an S hook and the cord may be readily tightened by giving it an additional twist or two.
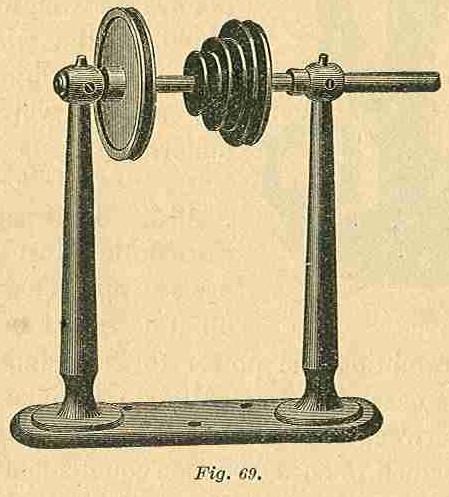
256. The Countershaft. The countershaft is indispensable in using milling tools, wheel cutters and pivot polishers. The pattern shown in Fig. 69 is but one of many on the market.
In some of the patterns the uprights extend through the top of the bench and are held securely in place by means of thumb screws or wing nuts. The pattern shown in the illustration is mounted on a solid metal base which is intended to be fastened to the bench by means of screws. The advantages of using a countershaft are three fold: First, you are able to regulate your speed perfectly without changing the motion of the foot from fast to slow or vice versa; second, your belt is carried to the back of the bench, where it is out of the way, instead of coming down in front of the head; and third, you obviate the necessity of having holes in your bench on each side of the lathe, that small articles are liable to drop through. Fig. 70 illustrates the favorite arrangement of foot wheel, countershaft and belts.
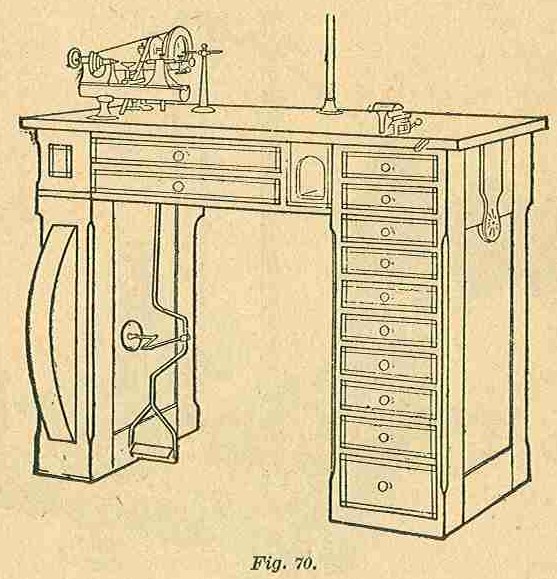
257. As previously suggested (230) it is of the utmost importance in doing good work, and doing it rapidly, that your bench be kept orderly and clean at all times, and that all your tools and devices be in their proper places, exactly where you can put your hand on them at a moment's notice. An excellent arrangement for a watchmaker's bench is shown in Fig. 70. This bench was designed by G. W. Laughlin, and is complete in every detail. Benches can be purchased ready made from material dealers, both with and without curtain tops, but there are many watchmakers that prefer to make, or have made for them, a bench varying from the usual pattern. The bench illustrated is made of black walnut, veneered with French walnut and bird's eye maple. The top is 21 inches wide by 41 long and is 33 inches from the floor. The drawers on the right hand side are 10 inches wide. In the center are two shallow drawers, while the left hand side is entirely boxed in.
Submitted by: Samuel Kirk (##)