249. Blowpipes. In order that a long even flame may be obtained, the hole should be of moderate size and perfectly clean around the edge; otherwise the jet cannot be straight and sharp. Difficulty will always be experienced by anyone who has not learned to breathe without interrupting the continuity of the blast. Where a supply of gas is available, the gas blowpipe presents advantages from the point of view of convenience.
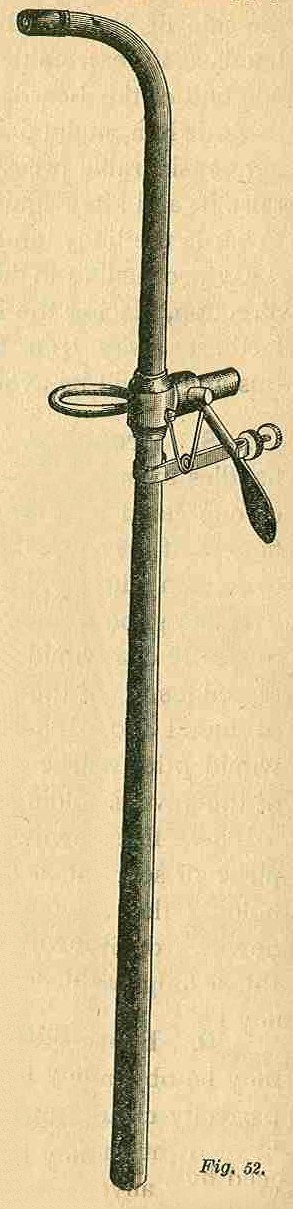
Fig. 52 shows a gas blowpipe for jewelers, which is simple and convenient. It consists of a blowpipe of the ordinary form, having a gas pipe inserted in the lower half, and a threaded hood or sleeve at the lower end, which changes the shape of the flame by screwing in or out, so as to vary the influence of the current of air upon the flame. A ring adapted to slip over the finger while working, is soldered to the middle joint of the pipe, and the quantity of gas is controlled by the stop-cock and spring lever shown in the cut, the gas being supplied to the pipe by a rubber tube connecting it to the nearest gas jet in the usual way. Thus having the shape of the flame under control and the quantity variable at will, the workman is in position to accomplish the desired end speedily and effectually.
To use to the best advantage, set the jamb-nut so that with the valve lever in its normal position, the flame at the end of the pipe will just keep alight. The blowpipe can then be laid down temporarily and again used without the trouble of turning off the gas or relighting.
When used as a mouth blow-pipe, the most convenient way to hold it is with the third finger through the ring. For bellows work it is better to pass the ring over the index finger. The ring also serves, with the valve-lever, as a rest to hold the flame-nozzle away from the tale when the blow-pipe is laid down temporarily.
To produce an oxy-hydrogen flame, connect the air-pipe with a cylinder of nitrous oxide, opening the cylinder-valve carefully, so as to permit the escape of only sufficient nitrous oxide to produce with the illuminating gas a very small flame. Regulate the illuminating gas flow with the thumb-screw or with the finger on the lever of the blow-pipe valve.
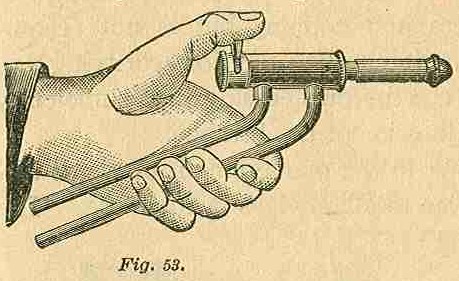
Fig. 53 shows an automatic hand blow-pipe for use with a foot blower. One of the rubber tubes shown is connected with the blower and the other to the gas supply. It is self adjusting for both gas and air, requiring only a slight motion of the lever, shown under the thumb, to obtain instantly any flame, from the smallest to the largest; so that these pipes have all the delicacy of the best mouth blow-pipe, used with the utmost skill, together with the power and advantages obtained with a mechanical blower.
250. Small gas furnaces. The workman will frequently have occasion to anneal pieces of steel or to raise to a red heat objects that are too large for the blowpipe; an ordinary open fire aided by bellows is often resorted to in such a case. A better plan, however, is to use any small portable gas furnace, provided with a hood that completely closes it at the top.
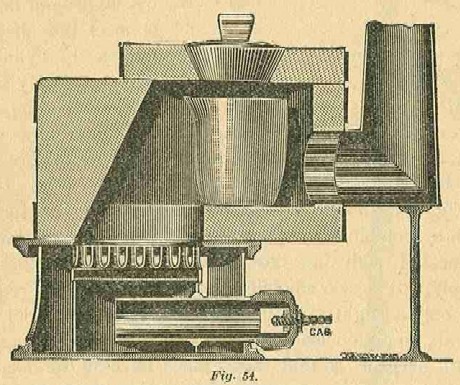
Fig. 54 shows a gas melting furnace, which is kept by material and supply houses. It is powerful enough to melt gold, silver, brass and copper, but is not recommended for cast iron. It can be used for scorifying and cupelling. The lid can be pushed sideways sufficiently to give access to the interior of the furnace.
The following points in the management of a gas furnace will be of service to all novices in their use. The power and speed are practically without limit, depending only on the gas and air supply, and are under perfect control. Allowing five cubic feet of gas for heating up, it requires about four feet of gas for every poind of cast iron melted. For small work it is as cheap as a coke furnace, and not one-quarter the trouble.
The quantity of air required depends upon the gas supply. One must be equal to the other, so that perfect combustion will take place, and that entirely within the furnace. An excess of either gas or air renders a high temperature an impossibility.
See that all gas taps have a large clear way through. High temperatures and rapid working require a free supply of gas.
To adjust a new furnace to its hightest power, connect both gas and air supply with the burner. Turn on the full gas supply, light the gas, the air-way being full open, work the foot blower and then put the gauze nozzle of the burner tight against the hole in the casing, so that no flame escapes around it. If the flame comes out of the lid about two inches, the adjustment is right. If the flame is longer, open the air check until the proper flame is obtained, or reduce the gas supply. If smaller, or not visible, close the air check until the flame appears.
The cap-nut, which will be found at the throat of the horizontal "mixing tube," where the air enters and mixes with the gas, is used for changing the size of the orifice from which the gas escapes. When the escape is from a large orifice, a smoky, yellow, or "reducing" flame is the result. By contracting the orifice by screwing the cap-nut on to the gas delivery tube, a blue or oxidizing flame will be obtained. Adjustment for the proper flame should first be made by this nut, and the size of the flame regulated afterwards by means of a cock at the gas main. A slightly yellow flame gives the best results when a high heat is desired. The arrangement above described is clearly shown at the left had lower corner of the sectional illustration above.

A chimney or stove-pipe 8 or 10 feet high may be used as a fixture, and the draft partially stopped by the damper or slide when lower temperatures are required, the gas being turned down in proportion; the guide for the proper adjustment being that UNDER ALL CIRCUMSTANCES THE FLAME MUST JUST COVER THE CRUCIBLE OR MUFFLE, but not extend into the chimney so as to make it red hot. When the flame covers the crucible or muffle, the gas is doing its extreme duty under the most favorable circumstances, without waste.
Keep all fluxes away from the furnace jacket, as they are injurious to fire clay, and are liable to cause the lids, etc., to stick to the furnace.
A thin layer of quick lime on the bottom of the furnace will prevent the crucible adhering to it when very hot.
When using a furnace for high temperatures, care should be taken not to use a fire clay casing, as it melts at a temperature a little above that of cast iron; plumbago or asbestos only should be used when very high temperatures are required.
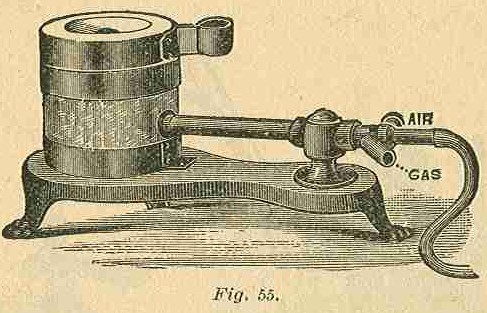
Fig. 55 represents a small gas furnace, which is extremely useful for small meltings, experimental work, etc. It consists of a pot made of a mixture of fire clay and asbestos, bound with rivetted iron hoops, and having a hole in the side at which the flame enters. A lid pierced by a central hole permits the escape of the products of combustion, and the crucible is placed in the center so that the flame surrounds it. It is worked with gas and a foot blower. Gas from a 3/8-inch supply pipe will work it efficiently. About ten cubic feet of gas per hour is sufficient for most purposes.
The casing holds the heat so perfectly that the most refractory substances can be fused with ease, using a Fletcher foot blower. Half a pound of cast iron requires from seven to twelve minutes for perfect fusion; the time depending on the gas supply and pressure of air from the foot blower. The crucible will hold about ten ounces of gold.
The power which can be obtained is far beyond what is required for most purposes, and is limited only by the fusibility of the crucible and casing.
Fig. 56 represents a small apparatus, which, owing to its speed and economy of operation, has a very extended use in the jewelry and silversmithing trades. With this apparatus a sound two-ounce ingot of gold or silver can be moulded in two minutes. A crucible of moulded carbon is supported by a sheet-iron slide, or plate, which is clamped to an ingot mould by a clamp which swivels in the U-shaped cast iron stand. The metal to be melted is placed in the crucible, and the flame of the blow-pipe directed on it until it is perfectly fused. The whole is then tilted over by manes of the upright handle at the back of the mould. The waste heat serves to make the ingot mould hot. No flux should be used with the carbon crucibles. For the smaller operations, such as making small quantities of colored golds, for electro-plating solutions, testing ingots, and the smaller operations of the jeweler and plater, it is invaluable.
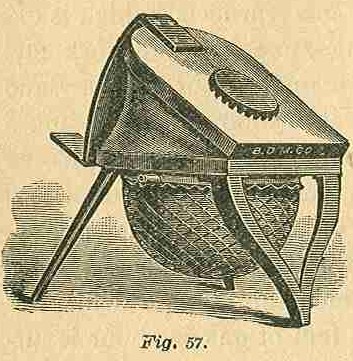
The air pressure used in operating gas furnaces varies from one to four pounds per square inch, though the latter is seldom required except for the severest work in large furnaces; as a general rule it is less than two pounds in the operations of the gold and silversmith. The pressure must be arranged so that the air supply equals that of the gas used. This can be readily seen by the color of the flame, as noted in instructions for handling the furnaces. For small operations foot blowers are used. These consist of a powerful bellows having a hemispherical pressure chamber on one side, and adapted to work either by the hand or foot; see Fig. 57.
The perfect combustion of the gas is secured by mingling equal quantities of gas and air in a mixing chamber, and then igniting the mixture. In the large furnaces this is accomplished by a mixing chamber placed under the furnace, so as to heat the mixture before ignition, and no pressure supply of air is necessary. In the smaller apparatus, this mixing is done in the burner, which consists of an inner tube carrying an air supply, surrounded by a gas tube, and the whole surmounted by a sliding nozzle for changing the shape of the flame. The mixing chamber being so small, the air and gas pass through it so rapidly that considerable pressure of air must be provided to prevent it from being excluded by the normal pressure of the gas; hence the necessity for a blower when using small burners.
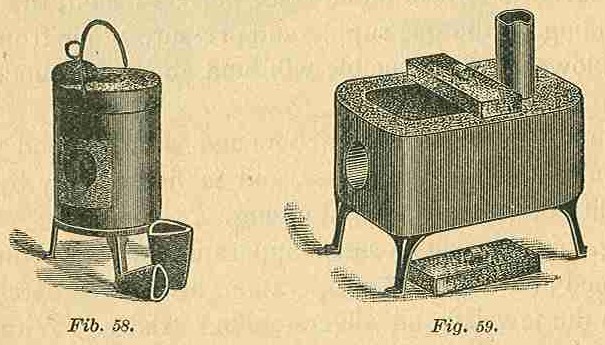
When it is not desirable to use gas, for pecuniary, or other reasons, melting may be carried on by means of a gasoline gas flame, which is noisy, but otherwise little inferior to coal gas. The furnaces for gasoline differ but little in construction from the others, as will be seen by Figs. 58 and 59. The only difference being that the burners are applied from the side and no air pressure tubes are needed, while the furnace is supported on legs to insure safety from fire.
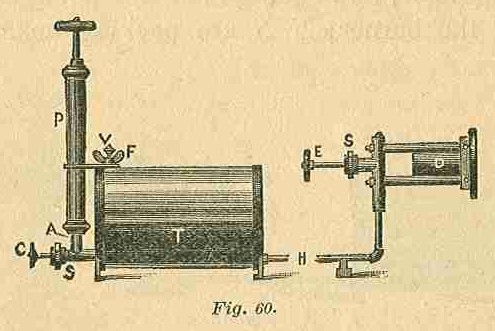
The burner for gasoline is radically different from that for gas, being, in fact, a small gas machine, Fig. 60.
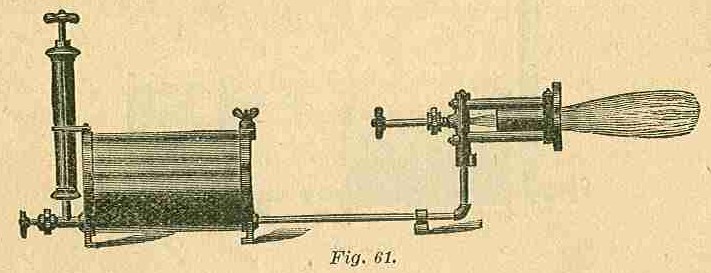
In Fig. 60, P is an ordinary force pump, at the bottom of which, at A, is a valve which closes automatically upon releasing the pressure from the pump, C is a check valve which closes the inlet to the tank T completely; F is a filling screw for introducing gasoline. V is a vent screw for letting off the pressure when through; H is a pipe leading from the tank to the burner D; E is the burner regulator, terminating in a fine point, closing the orifice of the burner; S S are packing boxes. Upon opening C and pumping a few strokes a pressure is created in the tank and on top of the fluid, forcing it though the tubes of the burner, which being previously heated, vaporizes the gasoline. This issues from the orifice at the end of E as a highly heated gas and burns as such in the form of a powerful blast, Fig. 61. After being once started the heat of the flame passing through the burner, vaporizes the fluid in the tubes, and hence the apparatus is automatic.
The air which is forced in is not consumed, so that to keep up the blast it only requires a few strokes of the pump occasionally to maintain the pressure lessened by the consumption of the fluid.
To operate the blow pipe: close E; unscrew F, and introduce from two quarts to one gallon of gasoline of 76° according to the capacity of the tank. Replace F and close V; open C one or two turns and give three or four full strokes of pump P, and close C. Heat the burner by burning some of the fluid in a suitable vessel placed under the burner; when hot enough apply a match and open E gradually, until the action is more or less uniform. If no spray or liquid issues from the orifice, the burner is hot enough; if not hot enough, burn slowly until no liquid or spray issues. When sufficiently heated the blast can be made of any intensity desired, by the use of the pump as above. To stop its action, shut the regulator E, or open screw V, or both. When not in use the vent V should invariable be kept open. The mouth of the burner D, should be two or three inches from the inlet of the furnace, or there will not be perfect combustion.
For very high temperatures and muffle work, light the burner as above and heat the inside of the furnace to a bright red; then place the burner against the inlet of the furnace; turn out the burner by means of the cock E, and immediately turn it on again without lighting it, when if the furnace is hot enough, the gas will ignite inside the furnace. The heat can be regulated as in the first method of burning. When burning inside of the furnace, there must be no flame in the burner tube; it should all be inside the furnace, and the tube of the burner must be close to the fire hole, or there will not be enough heat in the tubes.
Use a drop or two of sperm oil on the piston of the pump occasionally, also on leather washer at F, otherwise the apparatus will be apt to leak, corrode and work badly.
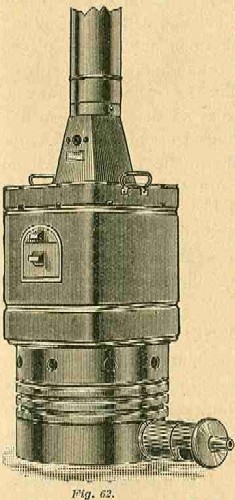
251. Muffle Furnace. This consists of a fire-clay furnace, mounted upon a powerful gas burner and containing an oven, also of fire-clay or plumbago, so placed as to receive the full heat of the flame, without permitting the direct action of the flame upon any object placed within it. The objects are placed in and withdrawn from the muffle, or oven, through the door shown in the cut. This door is made of two pieces so that the upper one may be removed to watch the progress of the work without chilling the contents of the muffle by too great an entrance of cold air. They are extensively used for assaying, annealing, etc., and for many other purposes where an exact temperature is required. The illustration shown in Fig. 62, is of a gas muffle, but they are also made to be used with the gasoline burner previously described.
Submitted by: Samuel Kirk (##)