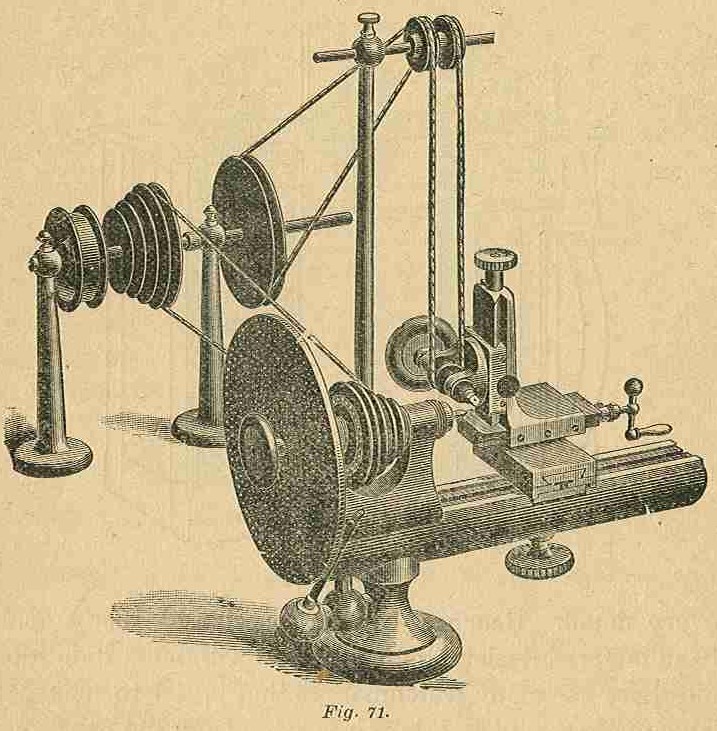
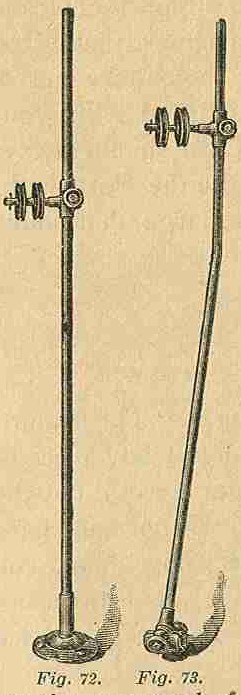
258. Idlers are especially valuable for use on slide rest tools, such as pivot polishers, milling attachments, wheel cutters, etc., and with traverse spindle tail-stocks, traverse spindle drivers, etc., to give a vertical direction to the belts. Idlers are constructed in various forms, some of them being mounted on upright posts, fastened to the bench just back of the lathe, as shown in Fig. 71; others consist of steel rods terminating in a ball, and socket joint, where it is fastened to the bench, as shown in Fig. 72, while in other patterns the rod is fastened by means of a wing nut to a brace running from one to the other of the supports of the countershaft and may be placed at any desired angle. The idler shown in Fig. 73 can be used in this way. Some watchmakers prefer to place their idlers on an overhead countershaft, which is usually fastened just back of the bench and about two and a half or three feet above it. The idler shown in Fig. 72 can be screwed to the bench or to the wall above the bench, in the latter case it will extend out horizontally over the lathe and is out of the way of the watchmaker when not in use. In the forms shown in Fig. 71, 72 and 73 the belt passes from the countershaft over the idler and one long belt only is used. This style is sometimes varied by using two separate belts one from the countershaft to the idler and another from the idler down to the lathe. If in the latter style, a cone pulley of rubber is used on the countershaft and also for the corresponding pulley on the idler and a plain pulley for the down belt. Of course in this form the idler stand must be in the form of a countershaft, as the pulley must be fast on the shaft and the shaft itself must revolve. In the styles shown above, the shaft is rigid and the pulleys revolve upon it. The advantage of using the cone pulley style is that the speed of the cutter or other attachment may be varied at will without in any way increasing or decreasing the speed of the wheel.
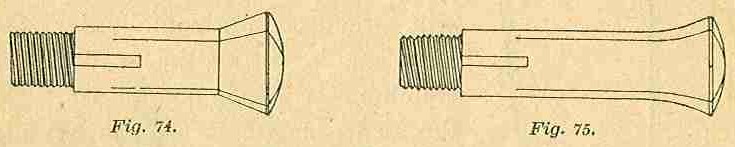
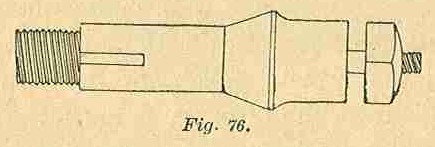
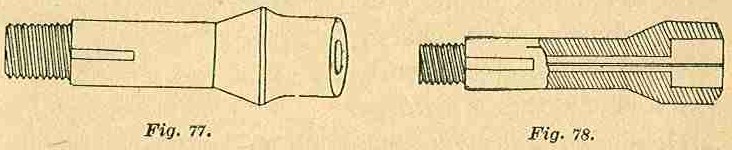
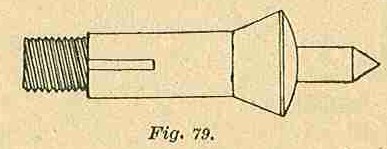
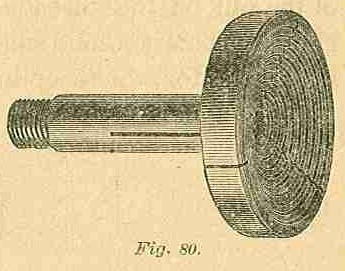
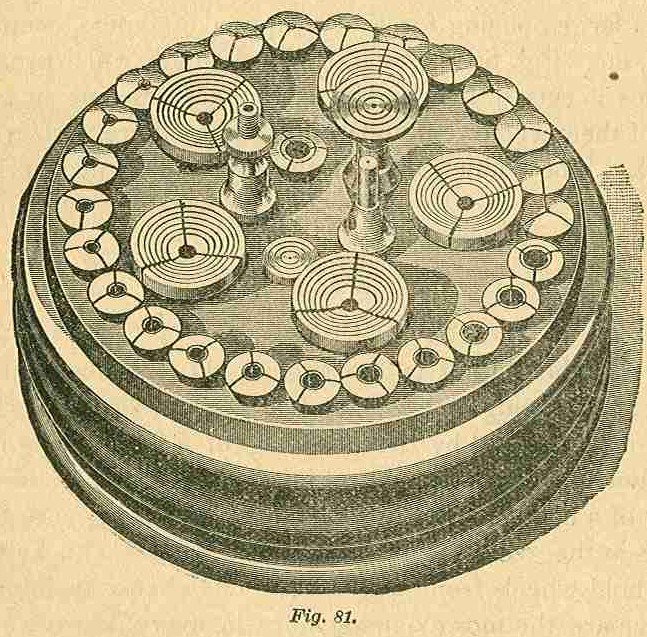
259. True chucks are the most important adjuncts to a watchmaker's outfit. A true lathe with poor, untrue chucks is almost useless. Chucks hold the work truest that comes the nearest to fitting the holes in them. If you try to hold work in a chuck that is too large or too small, you will soon get the chucks out of true and you will soon become dissatisfied with your chucks, your work and your lathe. Care should always be taken to select a chuck that will take the work without straining it open and yet is not so large that undue pressure will have to be used in holding it. The American split chuck, when true, will hold almost any piece of work with the greatest precision as regards truth; but the split chuck is a delicate attachment and will not stand hard knocks and rough treatment. After using them, you should clean them in benzine to remove all dirt, rinsing them in alcohol and drying with a soft linen rag, and see that no small chips of metal are left in the openings that may throw the work out of truth the next time they are used. Fig. 74 illustrates the regular pattern split chucks that accompany American lathes. Fig. 75 is a conoidal wire chuck, so called because the shape of the mouth of the chuck is conoidal in lieu of the shoulder usually left on wire chucks for the bend in the spindle. Fig. 76 is an arbor chuck. This is a solid chuck on the end of which is a threaded arbor for the reception of saws, laps, wheels, etc., which are held firmly in position by means of the nut on the threaded arbor. Fig. 77 is a screw chuck. This is a solid steel chuck having a threaded hole in the end for the reception of cement brasses, etc. Fig. 78 is a shoulder chuck. It is a split chuck with a large opening in the end with square shoulders for the work to rest upon. Fig. 79 is a taper chuck, which is solid and has a large opening for the reception of tapers, centers, laps, etc. Fig. 80 is a step or wheel chuck, which usually comes in sets of five, and as each chuck has nine steps, a set of them will accommodate forty-five different sizes of work. These chucks are useful for holding mainspring barrels when fitting in the cap, should it become out of true; for trueing up the barrel of English lever watches that are damaged by the breaking of a mainspring and for holding almost any wheel in a watch, such as the fitting of a center wheel to a pinion, or in making sure that hole in the wheel is in the center. These chucks will hold wheels from 5 to 2.25. The chucks mentioned above are the most common ones in every day use and usually accompany the American lathe in combination sets. As intimated, these chucks are delicate and as a usual thing they do not receive the care they should, when their cost and the delicate exactitude demanded of them is considered. The watchmaker who prides himself on his good work and the orderly condition of his tools, attachments and bench generally will purchase or make for himself a nice chuck box with a glass or wooden cover to exclude all dust and flying chips. You cannot expect to do good true work with a chuck that is thrown carelessly into a drawer containing an assortment of files, a hammer, staking block, oilstone, screw driver, sliding tongs, etc., and yet how many watchmakers take just this kind of care of their chucks, and complain of their untruth, and declare that a wax chuck is the only thing that can be absolutely relied upon for truth. Fig. 81 illustrates a neatly arranged chuck box made by the Faneuil Watch Tool Company. In it all the various chucks may be arranged and the whole may be covered with a glass shade to keep out all dirt. A wooden cover might be used and perhaps would be preferable to many as it is less liable to be broken and occupies less space and therefore admits of the box being placed in a drawer, leaving more room on the bench for the necessary tools and attachments.
A chuck box should be well soaked in oil so that the wood will absorb no moisture and thus tend to rust the chucks. A small envelope made of tissue paper and filled with quicklime will, if placed in the chuck box, take up the moisture in the air and prevent the chucks from rusting.
260. The chuck stepping device, invented and patented by Mr. Moseley, is a valuable attachment for the lathe. In this device, shown in Fig. 82, a rests in chuck slightly less than diameter of work; b tightens in rear end of draw-in spindle, and turning c regulates the depth of step. By the use of this tool any wire chuck will accurately serve as a step chuck. It is a device of great service to the watchmaker when used and understood. It enables him to make a step in any wire chuck of any depth he may desire, and will push out the work at any time when he so desires. It is very useful many times for a stop for marking or cutting off when you want a number of pieces of the same length or kind. Many object to the stepped chuck for general use.

261. In addition to the regular chucks which usually accompany American lathe combinations may be mentioned some others which from time to time have been placed upon the market by manufacturers of watchmakers' tools. These chucks were devised for holding work which it was found in practice could not be held by the ordinary chucks.
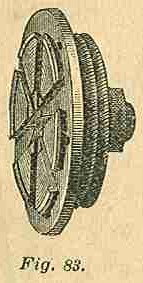
262. The bezel chuck, shown in Fig. 83, was originally made with a view of holding bezels only, but is now made so that it will hold watch plates, coins, etc., and is adjustable to any size. It can be fitted to any lathe and it requires but very little practice to use it, as it is extremely simple and any one who uses a lathe can make or repair bezels in a workmanlike manner. It holds the work as in a vise, and no amount of turning or jarring will loosen the jaws, while it may be opened or closed instantly by simply turning the milled nut behind the face plate, thus enabling the operator to turn and fit a bezel perfectly, by trying on the case as many times as necessary. It holds the bezel by either groove, so that the recess may be turned out when too shallow or too small for the glass, or the bezel may be inverted and turned down when it rests too hard against the dial. It will be found especially useful in turning out the inevitable lump of solder from the recess of the bezel after soldering, and in fitting to case, as the process of soldering generally makes the bezel shorter, and consequently it will not fit the case. It also renders the operation of polishing bezels, after soldering, the work of but a few moments. In turning out the recess for glass in bezels, especially those of the heavy nickel variety, it will prove a friend indeed. When, for instance, you look through your stock of flat glasses and find none to fit, but have one that is just too large. Any watchmaker knows that if the groove in the bezel is imperfect, it is very apt to break the glass. This chuck is also useful as a barrel closer, holding work while engraving, and many other uses that will present themselves to the watchmaker.
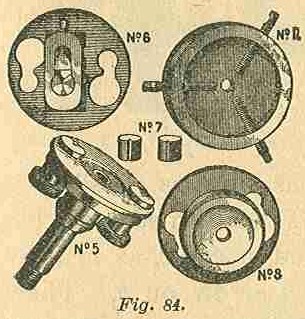
263. The Hopkins' patent adjustable chuck, shown in Fig. 84, is designed to grip and hold firmly and accurately any size of work, from the smallest staff to the largest pinion, watch wheels of all sizes, mainspring barrels and other large work, and can be adjusted to any make of lathe, by simply placing it friction tight on a plug chuck fitted properly to the lathe. In using this chuck for staffs, pinions, wire, etc., fasten a V-piece, 7, of proper size, in the hole of attachment 6, taking care that both the V and the seat in which it rests, are free from chips, dirt, etc. Then lay your work in the V and fasten it there by means of the sliding jaw above it. This done, place the attachment on the face of the chuck body, with the disc slipped under the heads of the two spring bolts, and then spin the work to center the same as when using wax. After centering thus, fasten the disc to place by tightening the nuts on the back ends of the spring bolts. For holding work by the web of the wheel, place the wheel under the screw cap, on the face attachment 8, and screw the cap down firmly on it, with the staff or pinion projecting outward through the center hole. This done, proceed the same as when using attachment 6. For mainspring barrels and like work, use attachment 11, and lace a bit of broken mainspring between the work and the ends of the three binding screws, and tighten the screws down on this instead of directly on the work.
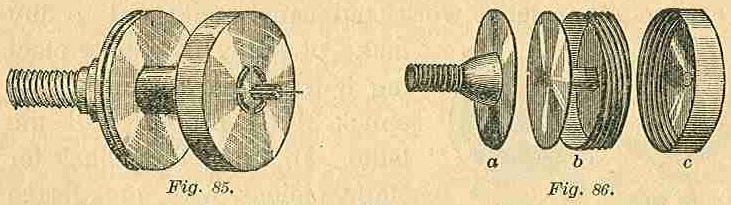
264. The Spickerman patent cement chuck, shown in Fig. 85 and 86, holds and centers accurately any wheel in a watch while drilling, polishing or fitting new staffs or pinions, and all danger of injuring the wheels is obviated. It will fit all kinds of American or Swiss lathes. The holder shown in Fig. 86 at a is turned down to nearly the size of the screw for the lathe, and the screw is cut so the holder will set as close as possible to the lathe. The face of the holder is then turned perfectly true. Put the wheel to be centered in cap c, as near to the center as convenient, and then screw on b. Then place the cemented face of chuck b against the face of holder a on the lathe, and with a lamp warm the cement between the surfaces, holding the chuck by means of a pegwood against the pivot of the wheel in the cap c, and it will move to an exact center as soon as warmed sufficiently. New cement should be added occasionally between the surfaces, as the old cement hardens and burns away, and does not center as well as when new. Fig. 85 shows chuck with wheel inside ready for centering and drilling.
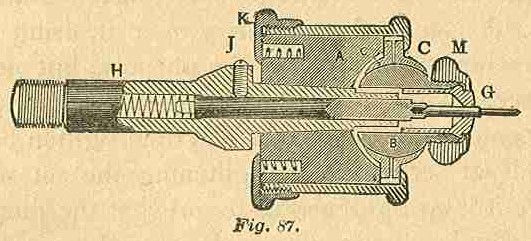
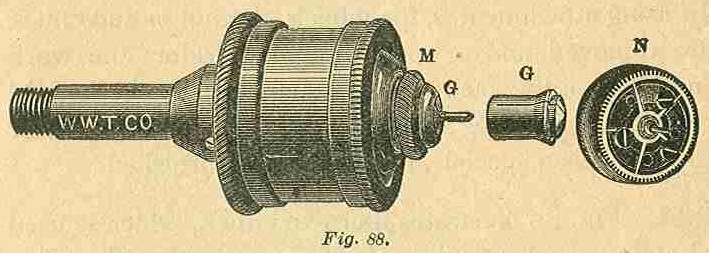
265. The gem patent pivoting chuck, shown in Fig. 87 and 88, is intended as a substitute for wax when performing pivoting and like work. By the means of the ball b, placed between the two sliding sockets c, c, with the several other parts as represented in Fig. 87, a combination of sliding and ball and socket movements, in connection with a spring pump-center is obtained. A set of ten or more supplementary chucks g, with different sizes of center holes, and attachment n for all sizes of wheels, are furnished with each chuck. The supplementary chuck g, in the form of a small split chuck, is made to fit into a hole with taper mouth, in the center of the ball b, and is drawn into place and the work fastened firmly in it by means of the binding nut m, which screws on to a projection extending outward from the front of the ball. To use this chuck, proceed as follows: Remove the nut m, and give freedom to the working parts by loosening the large back nut k. Then to bring the hole through the ball b into line, spin the ball to center, first at the base of the projecting screw and then at the mouth of the hole through it, and in this position again fasten the parts, by tightening the nut k. Then give freedom to the pump-center by slightly loosening the set screw j. When doing this, hold your finger against the front of the chuck, to prevent the center rod from shooting out of its place when freed. Then having placed a supplementary chuck g, of proper size, in its place in the chuck, and your work in it, with its back end resting properly in the countersink in the end of the pump-center, fasten it there by screwing the cap m down snugly over it, using a small lever pin when necessary for the purpose, but not with undue force. Then again loosen the nut k, and spin the work to center at its outer end; and then tighten both the nut k and set screw j. In tightening the set screw j, make sure it is so tightened as to prevent the pump-center from slipping from place when working. If from tightening the screw j, it is found that the work has been thrown in any degree away from true center, loosen the nut k, leaving the pump-center fast, and again spin to center and fasten as before. After a little practice this can all be done in a few seconds, and the work brought to absolute center.
In using attachment n, for wheels, the nut m and chuck g are removed, and n is substituted therefor; the work being held on the face of the attachment by flat-headed screws that grip the arms of the wheel. For cylinder escape wheels a special attachment n is furnished.
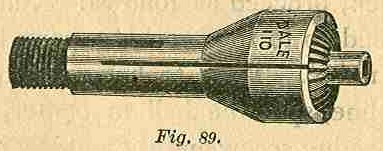
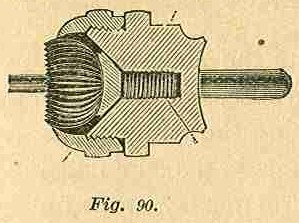
266. Fig. 89 illustrates a crown chuck, which is used for holding crowns while undergoing repairs. The Dale chuck shown in Fig. 89 is made on the lines of the ordinary split wire chuck, a large recess being turned in the end for the reception of the crown. The Johanson chuck is illustrated in Fig. 90, and is quite different in construction, a ball-shaped cap with right hand thread screwing down onto the body of the chuck, thus holding the crown from the outside, while a screw-center with left hand thread, holds it firmly from the inside. This chuck is made in two patterns, one for use in a No. 40 wire chuck, as shown in Fig. 90, and the other is mounted on a regular chuck and is ready to insert into the lathe head the same as an ordinary wire chuck.
Submitted by: Samuel Kirk (##)