229. Before proceeding to describe the various forms of lathes and the several small tools that the watchmaker should make for himself as occasion offers, either during his apprenticeship or immediately after, with a view to increase his manual skill or to extend his experience, it will be well that he take note of the principal conditions that should be satisfied by the ordinary tools that he will have to buy, as well as the precautions to be observed in their use and some improvements of which they are capable.
230. The bench or board. This should be fixed in front of a large window that affords a good light. The various hooks, recesses, etc., for holding files, hammers, etc., as well as the drawers, should be well in sight, not only in order that the hand can at once take hold of whatever tool is required, but also to enable the workman to restore them to their place immediately after use. By doing so he will have no occasion to retain on the bench any but those tools that are very frequently or continuously used.
It is an excellent habit, conducive both to well-planned and rapid work, and which can be easily acquired by a little attention during an apprenticeship to always place the same tools in the same places, as the bench will then never be encumbered. By this means loss of time in turning over a number of objects in order to find one that may be small is frequently avoided.
This observation is of minor importance to specialists who require but a small number of tools; but it is of the first importance to a workman that is engaged in the repair of watches.
231. The stool. Those with cane seats are to be preferred. The height of the bench and stool should be so related that the muscles of the chest are not too much cramped, especially if the workman is engaged on an operation that occupies a long time and obliges him to maintain a stooping position. The stool with a screw is advantageous in this respect.
232. The lamp. Certain precautions in regard to artificial light have already been indicated in article 218.
233. Oilstones. It is impossible to maintain the points of gravers in good condition if care is not taken to keep clean and flat the surface of the stone on which they are set; if it has suffered irregular wear, the level may be restored by rubbing the stone on a flat, smooth board, covered with a thin paste of fine sand and water. Most kinds of oil thicken on the surface rapidly, when the graver will slide over without being ground down at all, turning around in the hand and thus destroying the flat face and wearing the softer parts of the stone, rendering it uneven. A strong solution of potash or soda is very effective for removing this gummy mass; benzine is also recommended for the same purpose. Various substitutes for common oil are used; such as the mineral lubricating oils or petroleum. Dr. Latteux advocates the use of a mixture of alcohol and glycerine, the proportion of the latter decreasing as the extent of metallic surface in contact with the stone at once increases. Thus, for example, in setting a razor the stone will bite better if alcohol be in excess; but for a graver, of which only a small surface touches the stone, the amount of glycerine present should be relatively much greater.
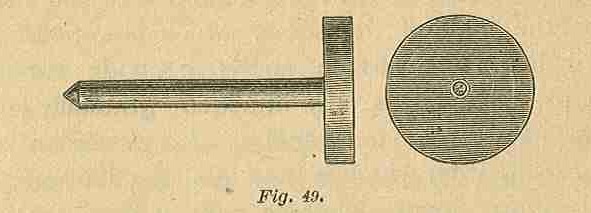
234. Circular oilstones. Circular oilstones will be found very convenient for sharpening drills, gravers and other cutting tools, where it is desirable to have exact angles. An Arkansas or Turkey stone dressed down to circular form, and say 1 1/2 inches in diameter, when mounted for the lathe will be found very useful. Apply the lubricant to the stone the same as you would to a flat one, and hold your graver or drill at the exact angle you wish the cutting edges to be and turn at a moderate speed. Truer angles and better work can be produced in this manner than by any other. Emery or corundum wheels can be mounted in a similar manner. Small circular stones can be obtained from material dealers and dental supply houses, in sizes varying from 1/2 x 1/8 to 3 1/2 x 3/4 inches. They can be mounted similar to Fig. 49, by turning down a piece of No. 30 Stubb's steel wire to the size of the opening in your wheel and riveting the wheel firmly upon it. The best sizes for watchmakers' use are 1/2 inch, 1 inch and 1 1/2 inch in diameter.
235. Small grindstones. When it is necessary to remove a good deal from the face of a graver, the operation will take too long on the oilstone, and there would be considerable difficulty in maintaining the flat face; recourse must then be had to the grindstone, but it should be remembered that care is needful when using it. The grindstone must always be thoroughly wet in order to avoid heating the graver, as its cutting power would then be destroyed. The emery wheels described in paragraph 165 can be used for this purpose, but they are, for the most part, inconvenient on account of the rapid increase they occasion in the temperature of the metal. Some forms of emery wheel can, however, be moistened just as the grindstone.
When the cylindrical surface is rendered irregular by use, take a piece of sheet-iron, the tail of an old file or a cold chisel, and hold it with one hand firmly on a support against the edge of the stone, which is rotated by the other hand. The surface can thus be made smooth and true, providing it is only attacked gradually and the handle is not turned too rapidly. An excessive velocity will heat the iron, which is then less effective and is more rapidly worn down; whereas, with a slow motion, the iron will relatively wear little and the stone more. A rough diamond mounted at the extremity of a steel rod, affords an excellent means of trimming a grindstone, and is at the present day generally used in factories.
236. Glasses. Some particulars have already been given in regard to these simple microscopes in article 218.
237. Files. A new file should never be used for steel; it is best to employ it for some time at first on brass, taking care not to use it too roughly. If employed to steel at once, or if sharp, quick strokes are applied, the cutting edges of the file will chip off, and the hard particles will be embedded in the metal operated upon; the work will thus be bad, and the file itself deteriorated. A file that has been carefully used, and has passed gradually from brass to steel, will last four or five times as long, and will always work well.
Watchmakers often fit files into handles by driving them firmly into round holes in the handles; this practice frequently leads to the handles being cracked, and the following method is preferable: Take an old worn out file or a piece of iron of the same form as the tail of the file to be fitted; heat it several times to bright redness and drive it, when so heated, into the handle, taking care to maintain it perpendicular. A hole will thus be made of the required form, in which the file will hold without there being any occasion to apply excessive force in fixing it in position.
When the surface of a file is choked with particles of iron, copper, wood, etc., while the cutting edges are yet good, it can be cleaned as follows: Place the file for a few seconds in a hot lye of potash in water, and on withdrawal, dry it before the fire and brush the surface with a stiff brush.
238. To renew the cutting edges of files, either of the following methods can be adopted: 1. First clean the file with potash or soda dissolved in water, if greasy or resinous substances have to be removed; with hydrochloric acid if it is rusty; and by rubbing with a metallic brush or piece of coke if particles of iron, brass, lead, copper or tin have to be removed. The file is now immersed in a mixture of 1 part nitric acid, 3 parts sulfuric acid, and 7 parts water. As the action of the acids become less energetic owing to the combination with iron, the temperature of the mixture must be raised, since rapidity is a condition of success. The time during which the file should remain in this bath varies from 10 seconds to 100 or more, the roughening of fine-cut files being far more rapid than when they are of a coarser cut. On removal from the bath, immerse in lime wash, dry, and then cover them with a mixture of oil and turpentine by means of a brush, after which they are ready for use. 2. After being cleaned, as explained above, the file is supported in a dish full of water, resting on two cross wires, so that all its surface is in contact with the liquid. Now add strong nitric acid in the proportion of 1 part to 8 of the water, mix it thoroughly and allow it to remain for 25 minutes. Remove the file, and, after washing in water and rubbing with a hard brush, place it again in the bath, to which a second eighth part of acid is now added, and leave it for 50 minutes. Again remove and brush the file, add a sixteenth part of concentrated sulfuric acid, and replace the file in the bath. Then wash successively in pure water and in lime wash (to remove the last traces of acid), and dry. The file will be found to possess both the qualities and the appearance of a new one.
239. To cut an equaling file. It often happens that a workman is called upon to modify the shape of, for example, the bottom of a rectangular notch, and he is not provided with a file of suitable shape. In such a case he can adopt one of the following methods of extemporizing a file:
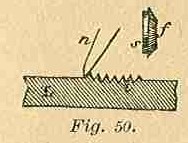
1. Clamping the small steel strip, L, Fig. 50, in a vice, cut the notches with a chisel, n, as follows; Holding n a little inclined, cut the first notch, i. This will slightly raise the metal, presenting a rounded face at the back. To make the next cut, hold the chisel with its edge on L and, after drawing it backward until arrested by the back of i, incline it to the requisite amount and give a second blow with the hammer, then continue the operation till the whole is finished. A few trials will enable any workman to make a small file with sufficient accuracy for his purpose.
2. Employ an arrangement similar to that of the micrometer divider (44 only more rigid. A study of this article and examination of the corresponding figure will afford all the information that is necessary.
3. This is identical with the method of dividing a rule described in 46, except that the divisions are closer together and the tracer is replaced by a revolving cutter with its axis a little inclined, to give the requisite slope to the teeth of the file. This cutter is supported in a hinged frame and provided with a washer of ivory or other such substance, as seen at s, Fig. 50, to determine the depth of cut.
240. Beaupuy files and burnishers. Most watchmakers are acquainted with the files and burnishers that M. Beaupuy has introduced for rapidly forming conical pivots, the main characteristic of which is that the corner presented to the pivot is rounded to the desired form and roughed; they do their work rapidly and well, but some skill is necessary in their management. To the instructions which accompany them we would add the following:
They must never be used when quite new on a pivot that is to be employed in a watch; it will be reduced too rapidly. The freshness must be worn off the cutting edges of the teeth by preliminary use.
The pressure must only be applied perpendicularly to the surface of the staff as in making a square-shouldered pivot; the file is held against the flat surface without pressure. A lateral force will have the effect of straining the pivot and causing it to break.
241. Pliers, tweezers, etc. It is advisable to have a considerable number of these, as their strength should always be proportional to the force that has to be applied to them. For example, if a pair of sliding tongs is used when a hand-vise is needed, the former will be strained beyond its limit of elasticity and the tool becomes nearly useless.
The same might occur with any other form of pliers or tweezers. In the hands of a good workman they will last for a long time, but if used unintelligently, without proportioning the size of tool to the force that has to be applied, taking up the first that comes to hand, all the tools will soon become unsatisfactory and the work itself will suffer. It is very desirable to have one or more pairs of brass pliers and tweezers for handling metal work without the risk of scratching.
242. Compasses, gauges, micrometers, etc. The common compass for measuring thickness, the douzieme gauge, is not always strictly accurate in its indications. The douzieme proper, has a scale divided into twelfths, though some patterns are now made that have a scale divided into tenths and hundreds of an inch and again there are others that measure the fractions of a millimeter. The greater majority of these tools on the American market are correctly divided, but we sometimes come across those of foreign make that are divided incorrectly and care should be used in selecting. In the inaccurate tools the objection is that the opening of the jaws gives a measure of a chord whereas the displacement of the index measures the arc of a circle. It follows from this, that, if the index is first arrested when pointing to 15, for example, and again when at 30, the interval between the jaws in the second case will not be exactly double the first. Before purchasing, it is well to test the gauge for accuracy in this regard by some reliable standard.

243.Caliper for mainspring height, depth of sink, etc. A simple instrument for taking such measurements is shown at G, Fig. 51.
The finger a travels over a graduated arc whenever the rod c is pressed inwards; b is a fixed stop, with its extremity in the plane of n. Any movement of c below o measures the space traversed by c within the line b n.
Laying a coiled mainspring, for example, on a plane surface, stand the base n of the calliper upon it, and the end c pressing on the table will be forced upwards and move the needle. To take the depth of a barrel, press c on the bottom, allowing b to rest on the edge of the cover recess.
It will be evident, from the figure, that a and c are connected by a spring passing around drums at corresponding exes. The smaller j is, the more sensitive will the instrument become.
244. Figure 8 caliper. For ordinary work, the calipers to be bought at material stores will suffice; but when it is required to verify escape wheels, balances, etc., there is some risk of accidents in consequence of the variableness of the friction at the joint. To remove this source of danger, true the rubbing surfaces in the mandril and replace the brass discs at the center by similar discs of steel, then carefully re-make the rivet that forms a hinge, after oiling all the acting surfaces. The arms will now move with a uniform degree of stiffness, so that there need be no danger of jerks.
245. Riveting stake and punch. The holes in a riveting stake are made to increase downwards, so as to avoid any accident occurring through the oscillation of the axis. The riveting punches made of a plain steel rod, with a hole drilled at one end in the direction of the axis, are the best. Those that are perforated transversely like the lanterns of screw-point tools, do not produce such good riveting, since the parts of the end, from behind which metal has been removed, are more or less elastic.
246. Burnishers. Burhishers will not remain in good condition unless their surfaces are prepared, from time to time; in the case of those used for very fine work, by passing over a buffstick charged with polishing rouge or very fine emery, and other kinds on an emery stick more or less fine, according to the degree of roughness the burnisher is required to possess.
247.To re-face a burnisher. Pivot burnishers are usually re-faced by a lapidary; a watchmaker can, however, do it for himself very effectually in the following manner: Prepare a dry, smooth piece of wood, rather thick, and of a width equal to the length of the burnisher. On this board carefully glue a piece of emery paper, of a fineness corresponding to the degree of cut required, stretching it as even as possible, and turning the edges down towards the under side. Then lay the board on a firm smooth surface, resting a weight upon it, and allow it to dry.
In using this lap, it is fixed or allowed to rest against the side of the bench; holding the burnisher with two hands at its extremities, the workman places himself at one end of the board, and draws the burnisher along it towards him, maintaining the surface quite flat and applying considerable pressure. On reaching the nearer end, raise it, and after again placing it on the farther end, draw towards the body, and so on.
By proceeding in this manner and always in the same direction, placing the burnisher so that the acting edge is farthest away from the operator, all risk of rounding this angle will be avoided.
248. Broaches. Great care is needed in adapting handles to broaches. Resting the point against a finger of one hand and causing the handle to rotate by two fingers of the other hand, the broach itself should be seen to remain true.
It is a good precaution, suggested by M. H. Robert, to gently draw a piece of iron, charged with rouge, along the edges of pivot broaches in order to remove the thread of metal from them. Minute particles of this thread would otherwise remain in the holes, and occasion wear of the pivots.
These fine broaches are not fixed in handles, but a piece of sealing wax is melted on to the upper end; then, holding the broach between the fingers, with its stem downwards, it is rotated while held to a flame, so that the sealing-wax forms a regular, oblong handle.
Submitted by: Samuel Kirk (##)