203. The methods adopted for working in the preciou stones are in great parts kept secret by those who practise them; it is, however, well known to watchmakers that jewels are usually worked and polished with powdered diamond, and the following details will afford all the information necessary to enable the reader to make a jesel of any required form. Where not otherwise stated, the information is taken from a work published by N. Dumontier.*
*) L'art de travailler les Pierres precieuses a l'usage de l'Horlogerie et de l'Optique. Paris. 1843.
204. Tools for working jewels These are all of simple construction, and can be made by any watchmaker if, indeed, he has not them already to hand.
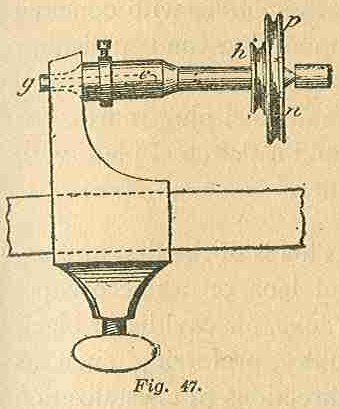
(1.) A small lathe arranged to receive chucks, fixed to the bench or in a vise, and driven by a foot-wheel. Its form resembles that shown in fig. 47.
(2.) Two circular laps of copper and one of tin about 2 inches in diameter and 1/8th inch thick; these present a flat face for grinding, smoothing and polishing the stones, and are adapted to the nose of the lathe.
(3.) A small barrel (that also screws into the nose of the lathe) with six brass covers, perforated at the center, on which to cement the jewel-holes, when enlarging, smoothing and polishing their holes.
(4.) A flat steel circular cutter half an inch in diameter, for slitting stones. Also two similar discs, one of copper and the other of tin, of the same size, and having sharp edges, are occasionally useful.
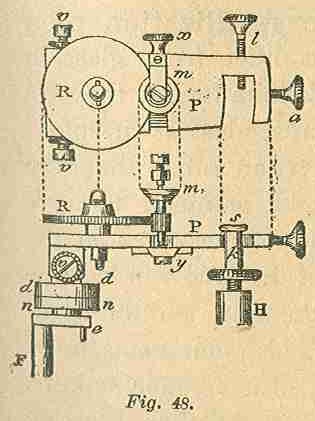
(5.) Two small laps, one of copper and one of tin, to smooth and polish cylindrical stones. These laps are mounted in place of the T-rest, or in the slide-rest, in such a manner that they can be rotated in a horizontal plane by a bow, in a manner sufficiently indicated by fig. 48.
(6.) Two chucks adapted to the lathe, on which to cement the jewels for drilling, turning and polishing.
(7.) A number of small broaches, spindles with concave and convex ends, etc., for smoothing and polishing jewel-holes, convex and concave surfaces.
There may also be added a small steel plug mortar for powdering the diamond (169), and a flat steel plate with a block for working up the powder.
205. Selection of Stones. This is of the first importance. By the aid of a powerful lens, or a microscope, ascertain that they contain no cracks, air cavities or black specks; avoid stones that are milky, preferring such as are marbled, and in which the directions of crystallization seem to cross one another, as they are the hardest. The hardness may be tested by trying them one against the other (122), but an experienced workman needs only to note the amount of resistance it offers to the operation of cutting on the lap. The density also affords a valuable means of determining the nature of stones. (See above notes on the several kinds..)
206. To find the axis of crystallization of a stone. It is well known that jewels differ from glass, in that they form crystals of certain definite forms; they are therefore termed "crystalline," whereas glass is "vitreous." If a jewel-hole is drilled in any direction other than the axis round which the crystal may be assumed to have been formed, there will be difficulty experienced in the drilling and polishing; the edges of the hole will become rough during the act of rounding them off, and the hardness will appear to be irregular. This point seems, however, to be ignored by the majority of jewel-hole makers, although the determination of the most suitable direction presents no difficulty.
Obtain, from any optician, two tourmaline plates cut parallel to their axis of crystallization and with their faces polished. Mount them in a light frame, parallel to each other, so that each can rotate independently of the other round the axis through their centers; it is convenient if a light spring tends to bring the plates together so that a stone can be held when placed between them. Or such an arrangement can be bought ready made at most opticians: it is known as a tourmaline polariscope. If this instrument be held up between the eye and a light, and one plate be rotated while the other remains stationary, it will be seen that the light becomes gradually greater or less according to the direction of rotation; and further, if the plates be good ones, a point will exist at which there is nearly total darkness.
To examine a stone, cut and polish on it two parallel faces approximately at right angles to the axis of crystallization; this can generally be roughly guessed at by inspection. Place it between the plates (when set at their darkest position), and not only will the light be in part restored but beautiful colored rings will be formed. If they are circular, the faces of the stone are at right angles to its axis; if not, incline it till the rings become so, and the axis will then coincide with that of the instrument. In case the rings are not observed at all, the stone must again be cut at right angles to the original direction, and the experiment repeated. If they still do not appear, the stone is unsuitable for drilling, but may be used for pallets, locking-stones, ruby pins, etc.
The stones to be examined in this manner must be larger than those commonly met with, and if cylindrical rubies can be obtained they are to be preferred, as it is then only necessary to slice them across their axis.
It should perhaps be observed that these precautions can only be taken in making jewel-holes for the higher class of clocks, chronometers and watches. The cheaper class must of necessity be cut in such a manner as their figure may suggest.
207. Making jewel-holes. Having selected 20 or 30 stones of about the same height, cement them to a smooth brass or copper plate, heated to melt the cement. Hold this plate in contact with a revolving copper lap in which the coarser quality of diamond powder (169) has been embedded by means of a hard steel block; the lap is moistened with water.
When one side of the stones is true, soften the cement and, after washing, place them in a vessel containing spirits of wine heated by a lamp. After doing the same to the plate, again cement the stones to it with the trued sides downwards, and grind the other faces until the desired thickness is arrived at. Clean the stones and smooth them on the brass lap charged in a similar manner with a finer quality of powder.
The stones are now ready for drilling. This may be done with diamond powder, or with the diamond drill, both of which methods will be explained.
(208. To drill with powder. In drilling with powder, the stone is fixed with sealing-wax or shellac on a carrier that is adapted to the tool-holder of the slide-rest, this carrier being provided with a vertical slide, so that by the screws in three directions the stone can be accurately centered; it is, moreover, so arranged that the stone can be advanced to or from the drill by pressing with the finger axially. Drill a small hole in the center of the chuck and, after fixing a piece of steel in it that has been hardened and tempered to a greyish color, turn a point on it about twice the length of a pivot, to serve as a drill. This point must be slightly thinned backwards to prevent it from choking in the hole and its end should be flat, so as to retain the powder.
When the stone is exactly centered, place No. 2 diamond powder on the end of the drill, and press the stone gently against it, constantly releasing it from the drill for an instant at a time. The hole will be perforated in from 8 to 15 minutes, according to its depth, during which interval the powder should be renewed two or three times. Remove the stone and fix it on the barrel-chuck cover so as to turn true in the lathe; then turn out the oil cup with a diamond graver of suitable form. See again that the stone is central, and re-center it if this be found necessary. This is done with the smooth conical end of a soft round broach, or a pegwood, a lamp being held under the chuck at the same time.
209. To use the diamond drill. Having centered the stone on the chuck, as explained in the preceding paragraph, set it in rotation and bring a sharp-pointed diamond graver against its center, pressing lightly and resting the handle on the T-rest; a minute central mark is thus made in the stone for maintaining the drill axial. Selecting a diamond drill of convenient diameter, moisten it in the mouth and present it to the mark, applying a gentle pressure, the amount of which can only be ascertained by practice. It is to be observed that a number of stones should, if possible, be drilled at the same time, for the hand is apt to lose the requisite knack, if only one or two are perforated at a time.
210. Smoothing and Polishing. When the hole is made through, remove the stone and invert it on the chuck. The diameter being less than that ultimately required, pass a brass broach charged with No. 3 powder through the hole, giving it a gentle axial motion while the stone revolves, and taking care to avoid pushing it so far forward as to lock in the stone, and holding it very lightly between finger and thumb. When sufficiently smooth, clean with rotten wood or soft bread, and treat it in a similar manner with a copper broach and No. 4 powder. Then again clean and use a tin broach and powder No. 5. Next, taking a small bone cone, smooth the angles of the holes; then use a copper wire with rounded end for smoothing the oil-cup (with powder No. 3); follow as explained for the hole with the finer degrees. Using a finely pointed pegwood that passes through the hole, marry or round off the internal angle between the hole and oil-cup (the powder that remains in the hole being sufficient for this purpose) and do the same to the outer circumference of the cup with a copper spindle of somewhat larger diameter.
Round off external angles with a diamond graver followed by a copper polisher, the end of which is cup-shaped. The flat face of the stone is polished with a small copper disc and No. 4 powder, pressing it lightly with the finger at the same time that a circular movement is given to it; finish with No. 5 powder. Or the stone may be detached and the flat face polished by working on a ground glass plate, a pegwood point being passed into the hole to form a handle.
Re-set the stone, inverting it, on the chuck, centering it. The other side is then polished in the same manner, using such tools as its form may require.
Having thus completed the stone, examine it carefully with a powerful glass to ascertain that the hole is highly polished and the angles rounded off, etc. It is then ready for setting.
211. Setting Jewel-holes. Whether it be a plate, cock or bushing in which the stone is to be set, the piece must always be cemented to a chuck and the hole accurately centered. Turn it out to a depth corresponding to the thickness of stone, and make a circular groove round the hole thus made with a round-pointed graver, only leaving a very thin fillet of metal on the inside. The stone should fit easily in the hole, but without play, and should pass in to such a depth that its surface is slightly below that of the plate, etc., when there is an end-stone; in other cases it must, of course, often depend on the end-shake to be obtained. At the same time it appears desirable that it always should be slightly below.
Clean out the setting and place a small quantity of oil in it to prevent the stone from flying out when made to rotate; or it may be rendered still more safe by a pointed pegwood held in the hand. The stone is fixed in position with a small conical burnisher (as, for example, the point of a round broach) very carefully polished, so as to avoid all abrading action; if an excess of metal is forced over the surface of the stone, it is removed with a graver. The surface of the brass is finally smoothed with pith or pegwood, and tripoli in oil, followed with polishing rouge in spirits of wine.
English jewel-setters often do not turn the groove, but leave a projecting edge round the hole, which is pressed on to the stone with a burnisher.
212. To Make End-stones. The details already given will enable any intelligent workman to make end-stones. If one of diamond in a brass or steel setting is required, take a small rose-cut stone, turn out a hole in the chuck to receive it, and, after cementing in position, turn off the corners with a diamond graver so as to be able to set it.
For making end-stones of ruby, sapphire or chrysolite, flatten a face, using the laps Nos. 1, 2, and 3 in succession, or a plate of ground glass. Then cement with the flat face towards the chuck, and turn to the requisite form with a diamond graver. Polish with the cup-ended brass and copper spindles, and set, if requisite, in the same manner as a jewel-hole.
213. To make pallets, unlocking pallets, etc. This may be done on the lap, or by using files of soft steel, copper and tin. In the first case the stones are roughed out while held by the hand, and the required form is given them while holding them in a small carrier that fits into the T-rest support, but the forms of such stones are so various that no special details can be here given. The diamond powder of different degrees of fineness is used, as in making jewel-holes.
214. To make semi-cylindrical locking stones, ruby-pins, etc. The stone must first be made approximately cylindrical on the lap No. 1, so that it may be turned with the diamond graver. Drill a hole in the chuck, cement the stone in it and turn it in this manner. When true and of the requisite length and diameter, round off the outer end and smooth with a cup-ended spindle, then polish with powders 3 and 4 successively. Round off the sharp corner with a cup of rather greater curvature. The cylindrical surface is polished by means of a small lap carried on a vertical spindle in a frame fixed in the T-rest support, and caused to rotate rapidly with a bow, the lathe-head also revolving at the same time (179). The lap-carriage should have a vertical screw adjustment so that it may be brought just into contact with the stone; it is supplied with the several degrees of powder in turn. Now drill a hole in another chuck of the diameter of this cylinder, fix it in position and finish off the opposite end.
To form the flat face along the axis of the stone it is cemented to a support in place of the T-rest and brought against the revolving lap in the lathe; or the same result may be attained by using a brass file.
215. To make a duplex roller. At the present day this operation so rarely has to be done that only a few words can be devoted to its consideration.
Very pure rubies must be selected, and the hole drilled as explained in 209; if the drill is too short it must be introduced at opposite ends, and the two holes made to meet. After smoothing the surface, the notch is cut with the thin steel cutter referred to in article 204, the roller being cemented to a support that replaces the T-rest. When the steel disc charged with powder No. 4 is revolving very rapidly, advance the roller under it by a screw. The notch is polished by a small copper file of suitable form, and its corners rounded off by a tin one of square section, one edge of which enters the notch.
216. To mount diamond drills, and graver. Drill a hole or file a notch in the end of a piece of brass wire to correspond with the fragment of diamond; heat the end in a spirit lamp and lay on it a piece of good sealing-wax or shellac. When this commences to melt, set the diamond in position and leave the whole to cool. Diamond drills are very commonly mounted at the end of a pin that has had its point filed off; mark a point on the end with a graver and drill the hole, which should be very shallow. Holding the pin in a pin-vise with its point projecting about 1-10th inch, heat the vise in a lamp, and proceed as above explained.
Submitted by: Samuel Kirk (##)