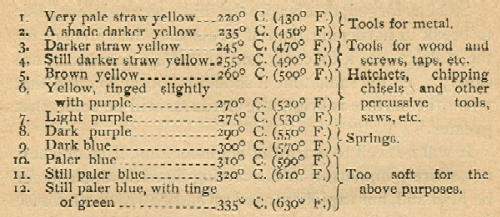
88. Hardened steel is extremely fragile, but its tenacity may be restored by tempering, that is to say, by heating it to a degree dependent on the amount by which its original softness hsa to be restored. The color of the metalic surface will gradually change as the temperature rises, each tint corresponding approximately to the degree of heat in the following table (Stodart):
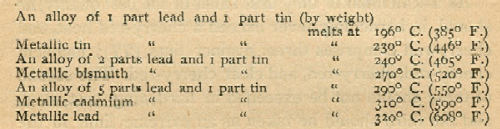
89. It will facilitate the precise determination of these points if it be remembered that:
90. Before proceeding to temper an object, at least one of its faces must be smoothed with pumice stone, oilstone dust, or emery paper, and the surface must be left perfectly clean, care being taken to avoid contact with the fingers, as otherwise it will be difficult to ensure the requisite tint being obtained.
Tempered to any shade between Nos. 1 and 6 the steel will, if previously hardened, be left too hard to be worked by a file or graver; heated beyond No. 10, it can no longer be much bent without distortion.
When the quality and the degree of hardness of steel differ, the temper correponding to a given tint will also vary. As a rule, hardened cast steel, tempered to No. 8, will be found soft as natural steel which has been let down to No. 9, or even to No. 10.
A piece of steel can be let down to the same tint several times in succession without altering its properties.
If a good and uniform color is desired, the steel must be highly polished, as the oxidation of rough parts will render the tint irregular. The rouge employed must not be too dry, and, if the burnisher is used, care should be taken that it acts on the entire surface. Metal of a bad quality, which will not take an even polish, can rarely be nicely blued.
When the object is finely smoothed with a uniform white surface, very good results may be obtained; but in such cases the cleaning must be carefully conducted, as the presence of minute greasy particles will always render the color irregular, and may even entirely prevent its appearance.
A uniform color can only be obtained by heating the object in such a manner that its temperature is raised evenly throughout.
The tempering may be performed by placing an object on the bluing tray, a thin metallic plate, often covered with a thick layer of fine brass filings, which should be renewed for each operation; or on a thick piece of metal previously heated to a sufficient degree; on ignited charcoal covered with a layer of white ash; in a bath of molten metal, the temperature of which corresponds to the requisite degree of heat, or the object may be laid on the surface of such a bath, etc. Some watchmakers when letting down a piece of steel immerse it in water to check the action; but by so doing they produce an exactly contrary effect. If a piece of steel be cooled suddenly in water as soon as it assumes any given color it will be softer than if left to cool in the open air (78).
At one of the blue tints, steel possesses its maximum elasticity. The exact shade varies with the different qualities of steel.
If a hardened and tempered spring has lost its initial elasticity, this may be restored or even improved upon by gently hammer-hardening, and after whitening with emery, again tempering to the proper blue tint.
91. A very convenient way of tempering a large number of small articles at a time, heating them with absolute uniformity, is to place them in a small vessel with sufficient tallow or cold oil to cover them; the whole is then heated to the requisite degree, which may be determined by a thermometer or by observing the smoke. When smoke is first seen to rise, the temper corresponds to No. 2 in the table (article 88. Smoke more abundant and darker corresponds to No. 5. Black smoke still thicker, No. 7. Oil or tallow takes fire with lighted paper presented to it, No. 9. After this the oil takes fire of itself and continues to burn. If the whole of the oil is allowed to burn away, the lowest temper in the table is reached.
It is often convenient to simply smear an article with oil or tallow, and hold it over a flame or piece of hot iron. The temper can then be judged in the manner just explained.
With a view to combine the two operations of hardening and tempering, M. Caron suggested that the temperature of water used for hardening be heated to a predetermined degree. Thus the requisite temper may be given to gun-lock springs by heating the water in which they are hardened to 55° C. (130° F.).
92. Some makers of watch hands and balance-springs, when they are not satisfied with the color assumed by an object in tempering, immerse it in an acid bath, which whitens it, after which the bluing operation is repeated.
We have seen watchmakers whiten small pieces of steel with a piece of pith moistened with dilute sulphuric acid, but the method cannot be recommended.
Others fix fine steel work, and whiten it by means of pith and polishing rouge, or a small stiff brush charged with the same material. It is then detached, by heating, and cleaned in hot alcohol.
These methods, if judiciously employed, are of great service, but it is important to remember always to thoroughly wash after the use of acid, and then to allw the object to remain a few minutes in alcohol.
Sulphuric acdoes not whiten well. It often leaves dark shades on the surface. Hydrochloric acid gives better results.
93. To blue steel uniformly. In order to secure a uniform color in tempering or bluing, it is essential that the smoothing and polishing should have been very evenly done. The surface must be perfectly clean; for otherwise parts that are greasy, or on which the rouge has bbemained too long, or has been too dry, will not exhibit the same tint as the rest. The heat must be uniformly distributed. This is why, when bluing screws in a perforated bluing pan, it is customary to lightly strike the handle, for the vibration and the perpetual change in the contacts ensures their receiving the heat more evenly. A similar purpose is served by placing the pieces in brass filings. Steel must not be tempered while only in contact with bodies that are bad conductors of heat, stone, either in powder or block, for example; because, as we have already observed, the distribution of heat would occur unevenly throughout the metal
Watchmakers secure a uniform tint more easily by using an iron or copper polisher than any other metal.
94. To blue small pieces of steel evenly. If the foregoing precautions are carefully observed, the following methods will give satisfactory results:
First blue the object without any special regard to uniformity of color. If it proves to be imperfect, take a piece of dead wood that does not crumble too easily, or of clean pith, and whiten the surface with rouge without letting it be too dry. Small pieces thus prepared, if cleaned and blued with care will assume a very uniform tint.
A clever mechanic assures us that he easily obtains a similar result by rubbing the surface, after it has been well smoothed, with the end of a stick that has been partly burnt in the fire.
95. To blue a clock hand or a spring. To blue a piece of steel that is of some length, a clock hand for example; clockmakers place it either on ignited charcoal, with a hole in the center for the socket, and whitened over its surface, as this indicates a degree of heat that is approximatly uniform, or on a curved bluing tray perforated with holes large enough to admit the socket. The center will become violet or blue sooner than the rest, and as soon as it assumes the requisite tint, the hand must be removed, holding it with tweezers by the socket, or by the aid of a larged-sized arbor passed through it; the lower side of the hand is then placed on the edge of the charcoal or bluing tray, and removed gradually sliding it off towards the point, more or less slowly according to the progress made with the coloring; with a little practice, the workman will soon be enabled to secure a uniform blue throughout the length, and even, if necessay, to retouch parts that have not assumed a sufficiently deep tint.
Instead of a bluing tray, a small mass of iron, with a slightly rounded surface and heated to a suitable temperature, can be employed; but the color must not form too rapidly, and this is liable to occur if the temperature of the mass is excessive. Nor should this temperature be unevenly distributed.
A spring after being whitened can be blued in the same way. Having fixed one end, it is stretched by a weight attched to the other end, and the hot iron is then passed along it at such a speed that a uniform color is secured. Of course the hot iron might be fixed and the spring passed over it. A lamp may be used, but its employment involves more attention and dexterity
96. Bluing as an indication of temper. This subject has already been considered in article (88 to 90). When the color assumed by a piece of steel does not require to be preserved, and it is only necessary to temper the object at a certain temperature, the means best adapted to expedite the operation will naturally be sought. Thus, in factories, large numbers are tempered at once in a bath of tallow, oil, etc. The workmen, in judging temper by color (88), must have enough experience to enable him to determine, for a given sample of steel, what are the successive colors as well as the temperature of the bath, etc. His success is certain; but it depends on the experience, and, therefore, on the sense of sight of the operator, and, we should again add, on the knowledge he possesses of the qualities of steel he is using.
97. This process is often resorted to when a hard surface is required on objects of wrought iron, for example the face of an anvil. It is the exact converse of the method already described in article (59) for obtaining malleable castings, and consists in heating the object to a red heat in contact with charcoal, or some substance containing carbon; this enters into the surface iron, converting it into steel. Or after heating to a bright redness the object may be sprinkled over with prussiate of potash, returned to the fire, and after a few minutes cooled by immersion in water. When a greater thickness of steel is needed, or when dealing with large articles, tthey must be enclosed in wrought-iron boxes, and bedded in such substances as fragments of horn, bones, leather cuttings, etc.; The box is then luted up and the whole maintained at a d=red heat for twelve hours, after which the fire is allowed to die out. Articles may sometimes be case-hardened by coating with a paste of arsenious acid, powdered leather, horn, or othe nitrogenous body and hydrochloric acid, and then heating them to bright redness in a muffle or other suitable furnace.
98. It would be impossible to give a full account of this subject in the space at our disposal, and the reader must be referred to works on the metallurgy of iron and steel for details in regard to the remarkable influence of minute traces of phosphorus, tungsten, silicon, manganese, arsenic, etc., on the mechanical and chemical properties of those metals.
Submitted by: Samuel Kirk (##)