75. When a variety of steel has been selected that possesses the requisite properties: that is to say, fiber and elasticity for springs; body and tenacity for circular cutters, gravers, etc., it must be prepared; in other words, it must be made so that it can be worked with ease, for steel that is badly prepared wil resist both the file, the graver and the drill. It can never be turned perfectly round, and will harden unevenly.
76. To anneal steel. The commonest, and at the same time best, method consists in heating the metal to a dull, red heat, burying it in hot ashes and allowing it to cool slowly.
Steel raised to a red heat in contact with air loses a portion of its carbon, so that it is better to place the metal in a vessel of burnt clay; this is introduced into a fire which must not be too bright at first, and when the vessel has attained a red heat the fire is checked and left until the whole is quite cold.
In order to soften steel by annealing with a view to work it, engineers entirely cover the metal with dry powdered wood charcoal or dry iron filings or turnings, in a cast-iron box or pot, or a crucible, shutting up all the openings so as to protect it from the direct action of the fire and from the air. The vessel is then put in a dull fire, the heat being gradually raised until the whole has acquired the requisite temperature, which is known by observing the color (see the following table); This degree of heat is maintained for about ten minutes and the fire quenched, after which it must be allowed to gradually die out. Frequently the cooling is not complete for a day or two, and even more when the crucible is of large dimensions.
The metal will become softer, according as the cooling is more slowly effected. It is generally heated to 800° or 900° C. (1500° or 1600° F.), a cherry-red heat. When the steel is associated with brass, as in the case of a compensation balance, it is not safe to exceed 600° C. (1000° F.)
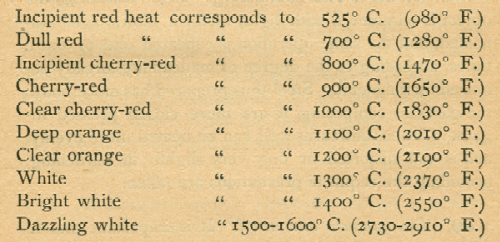
77. It will be useful here to give the following table, compiled by Pouillet, of the temperature, as indicated by the air-thermometer, corresponding to various colors of a heated body:
78. Annealing or softening in water. Instead of allowing a piece of steel to cool slowly, it may be thrown into water when heated to a temperature just below that at which it would harden. In this case the metal will not harden, but, on the contrary, becomes very soft. A single operation suffices for certain varieties of steel, but with others it must be repeated.
The only difficulty consists in fixing upon the precise moment at which the metal has the requisite tint (a purplish yellow or dull red), and this is more especially felt when dealing with small pieces; experience can alone guide the workmen in this matter.
A skillful workman recommends the employment of water containing one-fifth of its weight of gum arabic. He also recommends that the metal be wiped over with an oiled rag, then held in the fire, and, as soon as the oil is converted into a thick smoke, and is on the point of igniting, to immerse in water.
79. Hammering steel. Watchmakers who are called upon to manipulate exceedingly small pieces of steel, can somewhat increase the body and homogeneity of the metal by a cold hammering. After annealing, the object is hammered with light, uniform blows, again annealed, and the same operation is repeated one or more times, according to the degree of malleability already acquired by the metal. Steel thus prepared has more body; the particles composing it are more closely pressed together; it files and turns well, can be heated more evenly, and is not distorted or only very slightly in hardening, providing the requisite precautions are taken.
80. 83. It is important that in these operations the surfaces of the hammer and anvil employed be perfectly smooth and even polished. If they are rough or cracked, if they are uneven or have a grained surface, a flaw will be produced in the body of the steel or a crack on its surface.
81. To clean rough steel. The black coating known as "scale," which covers the surface of the metal after it has been in fire, will rapidly spoil gravers and files, and, in addition to this, it leaves behind in them excessively hard particles that will become imbedded in the steel itself after a clean surface has been exposed. It is then essential, in order to ensure good and rapid workmanship, to previously remove this crust from the surface.
This can be done in two ways: by using a rapidly-revolving grindstone, which instantaneously removes the oxide, at the same time smoothing the surface of the steel; or by leaving it for a sifficient length of time in dilute acid, by which the superficial oxide is dissolved.
Sulphuric acid is usually preferred; in addition to the cleaning, it is said to produce an effect somewhat similar to annealing. On withdrawal from the acid, the steel must be thoroughly washed with water and wiped dry with care.
82. Ordinary mode of preparing steel. When the metal has been annealed by one of the methods indicated above, its preparation is completed by "pickling" in acid, after which it is hammered cold between an anvil and hammer (79, 80). When the metal has been worked, it is heated to a bluish tint, and after cooling is ready for hardening.
83. M. Covillot's mode. This author adopts a method whereby he obtains steel that is very soft to work and perfectly free from hard grains or "pins" of cast iron, which are so often to be met with in steel, causing it to crack in consequence of their inability to spread under the hammer.
Take some garlic, the younger the better, mix it with sufficient good walnut-oil to cover the garlic and form into a paste; then place it in an earthen pot on the fire. When beginning to boil, heat the steel to dull redness and plunge it into the boiling paste. This operation may be repeated two or three times. Then heat the steel, while inclosed in an iron tube or box placed on the fire, and allow the whole to cool. Finally, the steel may be finished by setting it to cook (if we may use such an expression) for ten or twelve hours in the composition of garlic and nut-oil.
The last operation may be performed by setting the boiling solution over and oil-lamp, after depressing the wick in such manner that the paste may be kept just simmering.
M. Covillot employed the same mixture for hardening the objects; but then, of course, it must be cold.
Submitted by: Samuel Kirk (##)